Modifying the blast furnace route for lower carbon intensity steelmaking



Summary
|
|
Blast furnaces will remain core to steelmaking: As long-life assets, and considering constraints on scrap availability, iron ore quality, power supply and hydrogen, blast furnaces are expected to remain the primary mode of steel production for decades to come. |
|
|
Deep blast furnace decarbonisation needs CCUS: Efficiency improvements and incremental process optimisation could deliver up to ~20% CO2 emissions intensity reductions, but step change abatement to ~80% reduction requires top gas recycling and carbon capture. |
|
|
BHP is working with our customers to enable blast furnace modification: BHP has set a medium-term Scope 3 emissions goal to support the steel industry to decarbonise1. We are pursuing this goal by supporting multiple technology pathways, including the blast furnace, partnering with steelmakers to trial, derisk and scale carbon capture, utilisation and/or storage (CCUS) and process innovations, while supporting studies to better understand CO₂ transport and storage infrastructure and policy enablers. |
From the homes we live in and the cars we drive to the infrastructure that powers our daily lives, steel is one of the world’s most essential materials, with close to two billion tonnes produced each year2. Today, more than 70% of that steel is produced via the blast furnace-basic oxygen furnace route (BF-BOF), with most of the remaining production using the electric arc furnace (EAF) route2.
In our previous article, we recapped the key steel technology pathways supported by our steel decarbonisation program and our progress towards demonstrating them. Here, we focus on the conventional blast furnace and on how combined abatements can be applied as a ‘modified blast furnace’ pathway as steelmakers pursue lower CO2 emissions intensity production pathways. The modified blast furnace retains the integrated BF-BOF primary ironmaking system but is capable of achieving deep, sustained emissions reduction through combinations of integrated process modification (like top gas recycling), low-carbon reductants (like hydrogen injection), and carbon capture across the integrated steel process. We’ll also share how our partnerships are helping to turn this pathway into a technology reality.
Many levers to decarbonise the blast furnace remain technically complex, capital intensive and still emerging commercially. That’s why progress depends on collaboration. BHP plays a role by leveraging our technical expertise and operational insights, and convening the right partners to de-risk early stage opportunities and support pre-competitive demonstrations with customers. The result of this is real-world trials through our partnerships around the globe3, accelerating learning through our collaborations with research institutions4,5, and momentum behind solutions that would otherwise be difficult to achieve alone.

BHP partnership with steelmaker HBIS on their V-Cycle carbon capture technology, along with partners Tencent and IPE. The 7.8 tonne per day pilot has been successfully operating for 2000 hours.
Why does the blast furnace continue to dominate?
The BF‑BOF route remains an efficient, cost effective and well understood steelmaking process. It is highly flexible, accepting a wide range of iron ore grades, enables the recycling of steelmaking wastes, and produces both commodity and value‑added specialty steel products. BHP’s Pilbara iron ores and higher-quality steelmaking coals are well suited to this route.
By contrast, the EAF route relies either on scrap steel (Scrap-EAF), which is currently limited by supply and varies by geography, or on a very small proportion of iron ores that are suitable for EAF steelmaking, via the Direct Reduced Iron process (DRI-EAF). Wood Mackenzie estimates that only ~3% of seaborne iron ore supply meets the typical quality thresholds for processing via the DRI-EAF route. In addition, due to limitations in removing impurities, the EAF route is generally limited to low- and medium-grade construction steel production. We have discussed these pathways in more detail previously in our Pathways towards steelmaking decarbonisation article.
What does the blast furnace route look like now and in the future?
The steel industry is characterised by high cost, long life assets. A greenfield integrated steelmaking facility may cost around US$4 billion and can operate for many decades. Relining a blast furnace can extend its operating life at a fraction of the cost of replacement, and with multiple relines, blast furnaces can operate for more than 50 years. This is particularly relevant for the relatively young blast furnace fleet in Asia - nearly 85% of China and India's reported cumulative blast furnace operating capacity is less than 20 years old6, meaning we expect these furnaces to operate for many years to come.
In addition, new blast furnace capacity continues to be announced, particularly in India and Southeast Asia, where blast furnaces account for more than half of new ironmaking projects announced, or under construction. India recognises the pivotal role that steel manufacture has in supporting the country’s infrastructure development, targeting 500 million tonnes per annum of production by 2047, up significantly from the current 163 million tonnes per annum7. While new EAF developments have also increased, many are expected to rely on redirected existing scrap rather than new primary iron units. Direct reduced iron (DRI)-based projects continue to face delays, notably in Europe, where manufacturers have cited economic uncertainty, high costs and slow policy progress despite some government support.
Given the process advantages of the blast furnace, base case forecasts, including our own, often include significant proportions of blast furnace capacity into the long term8. Supply side constraints and high costs of routes based on scrap, hydrogen DRI and renewable electricity still make alternatives to the blast furnace challenging in the near term.
How is blast furnace decarbonisation progressing?
Given the blast furnace is set to continue to play a major role in steelmaking well into the future, for the steel industry to make meaningful strides in reducing its emissions, deep abatements must be developed for the BF-BOF route alongside the emergence of alternative steelmaking pathways.
Conversations with our customers suggest that in the near term, progress to reduce the CO2 emissions intensity of their blast furnace is likely to focus on incremental, lower risk and lower cost levers. These include the use of higher-quality raw materials (such as BHP’s iron ores and higher-quality steelmaking coals), energy efficiency improvements and the adoption of other proven ‘best available’ technologies. Our studies indicate that these ‘Optimisation’ levers could reduce blast furnace (BF) emissions intensity by as much as ~20%.
Once these Optimisation levers are deployed, further emissions intensity reduction requires understanding that steelmaking coal (as coke9) cannot be fully substituted in the blast furnace ironmaking process. While hydrogen can partially replace coal and coke in the steelmaking process, coke also plays a critical role in providing structure inside the furnace, enabling the high gas- and liquids-flow essential for safe, stable and productive operations.
As a result, even highly optimised blast furnace operations will continue to rely on coal. Further stages of reduction will depend on deeper process modifications, potentially involving recycling of BF gas back into the furnace (termed top gas recycling), the integration of CCUS technologies and, ultimately, the combination of these abatement options towards a near-zero emissions10 end state for the blast furnace.
The following figure presents one illustrative representation of how different stages of abatement could be combined to achieve a near‑zero emissions intensity. In the subsequent sections, we’ll describe the underlying elements of this representation in more detail, including the potential roles of top gas recycling and CCUS. This is not intended to define a single end state for the blast furnace; in practice, steelmakers may combine different applications of CCUS, configurations of top gas recycling, and other abatement technologies in different ways to reach similar outcomes. Variations would be driven by local context, including the timing and availability of carbon storage and the relative feasibility and performance of configuration options at a site level.
What are some of the potential stages of CO2 abatement of the blast furnace to ‘near-zero emissions’ intensity?
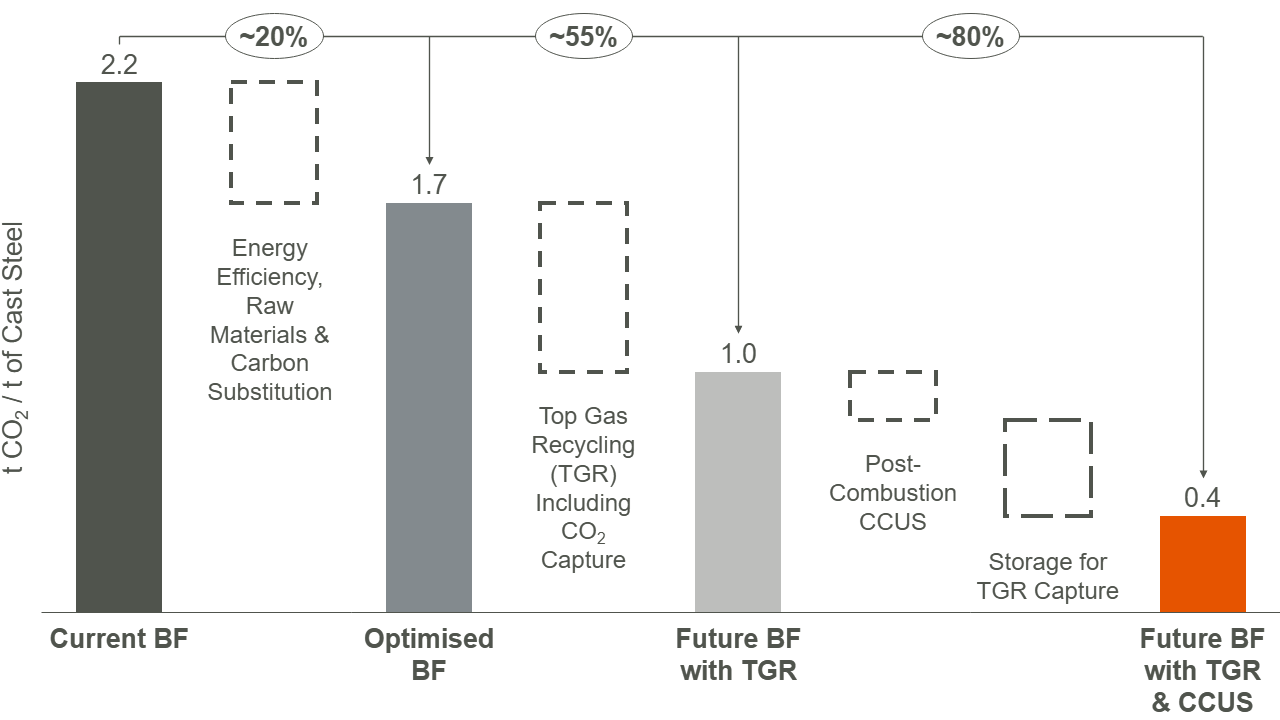
The blast furnace transition to ~80% CO2 emissions intensity abatement potential when combined with abatements including CCUS and top gas recycling (TGR).
Source: modelling results by Hatch.
What is the CO2 abatement potential of BF top gas recycling and carbon capture in steelmaking?
In the blast furnace, the critical use of coal generates a by-product gas called blast furnace gas, also termed “top gas”. This by-product gas, alongside others generated in other process steps, contain valuable energy, alongside CO2. Steelmakers already capture and reuse blast furnace gas on‑site to generate heat, steam and electricity, to improve overall energy efficiency while managing emissions. However, this top gas also contains reactive components like carbon monoxide and hydrogen that can be used to convert the iron ores to liquid iron in the blast furnace. Like injecting hydrogen in the blast furnace, re-injecting this reactive top gas back into the process can help decrease the coal needed for the process, further reducing the amount of CO2 that is generated. The process for recycling the top gas requires separation of CO2 so these reactive components of the blast furnace gas can be effectively re-utilised. This process of carbon capture and reactive gas re-injection is called top gas recycling.
Top gas recycling is not new for iron and steelmaking; it is commercialised in DRI production to improve process efficiency and costs. It’s just not yet proliferated for the blast furnace. The blast furnace is more complex operationally than a DRI facility, so commercial-scale deployment will likely depend on developing understanding of cost and operational impacts (like process stability). This may include how raw materials affect performance, where the use of higher-quality steelmaking coal could play an important role in enabling the minimum fuel rates. Importantly, carbon capture is integral to top gas recycling, removing CO₂ from the recycled gas stream allows further process efficiency gains beyond what the current blast furnace configuration can achieve.
Many of the world’s largest steelmakers are already working on this concept. Most notably, a consortium of steelmakers demonstrated the concept in the early 2010s in the European Union Ultra-Low CO2 Steelmaking Project (ULCOS – pilot scale), and more recently by China Baowu (HyCROF technology – on two demonstration BFs). Both report lowering of CO2 emissions intensity by 24-37% compared to the conventional blast furnace11,12 and potential benefits like higher iron production for the same furnace capacity and carbon input, which may potentially be exploited to further reduce the CO2 emissions intensity. Carbon utilisation or storage (which we’ll discuss more below) can also be applied to the CO2 stream captured in the top gas recycling process to further increase the carbon abatement of top gas recycling. For the ULCOS and HyCROF pilots, the emissions intensity reduction can be extended to beyond 60% when coupled with CO2 storage, and approach a near-zero emissions end state when supplemented with post-combustion capture and renewable energy.
How else can carbon capture be applied in steelmaking, and what does the value chain look like?
For the blast furnace route, carbon capture can be applied in two ways. We’ve discussed above how it can be used to enable increased process efficiencies through top gas recycling. It can also be applied after the steelmaker burns the steel plant gases (post combustion), in the heat, steam and electricity generation. This is similar to the way carbon capture operates at commercial scale in other sectors like power and cement plants. As such, it is one additional way to remove CO2 in the blast furnace steel plant and further reduce the CO2 emissions intensity of the blast furnace process. Post combustion capture is technically lower risk because the application can draw on mature technologies from other sectors and it can be implemented without major changes to primary steelmaking operations. However, unlike top gas recycling, post combustion does not offer the potential for increased blast furnace efficiency to offset part of the abatement cost.
Capture costs are potentially in the order of US$40-100 per tonne of CO213 – owing to additional energy consumption (resulting in ongoing operating costs for electricity and steam) and amount of equipment to treat the large gas volumes, meaning more upfront capital spend to build the plant. Capture is just the first step in the CCUS value chain. The capture step also typically contributes the greatest proportion to the total CCUS value chain abatement cost14. However, to realise the CO2 abatement potential of post combustion capture, the captured CO2 must be either re-used in other applications (such as feedstock for value-add chemicals like methanol), or permanently stored. When combined with carbon utilisation or storage across multiple emission points across the steel plant, post combustion capture could achieve near-zero emissions intensity.
We anticipate the staging of blast furnace abatements from Optimisation, transitioning through stages of adopting top gas recycling combined with CO2 separation from the blast furnace gas into near-zero emissions potential combining all abatements and pre- and post-combustion carbon capture and storage. Variations around these stages should be expected to occur. Local contexts would be key, including the timing and availability of carbon storage and the relative feasibility of post- vs pre-combustion capture at a site level.
So if CCUS works, why is more development needed?
The opportunity for CCUS in steelmaking is clearly recognised by the industry. Nine out of ten of the largest steel producers15 are integrating CCUS into their decarbonisation programs through pilots, demonstrations, and focussed research, reinforcing its role as a potential high-impact solution for reducing emissions intensity for existing blast furnace operations.
Despite the strong interest, the feasibility of carbon capture for the blast furnace is in its early stages. While it has reached high levels of maturity in other sectors, it is limited in application in blast furnace ironmaking, and technical de-risking and cost optimisation is needed. Technical pilots and trials need to be conducted to understand performance and integration of technology in operational contexts. Key factors include the impact of blast furnace gas compositions and impurities on capture performance, energy consumption and equipment construction. Additionally, beyond achieving technical feasibility of the capture technology, CO2 system-level enablers beyond the plant boundary are critical to fully realise the emissions reduction potential. Without the development of supporting infrastructure, carbon markets and enabling frameworks such as policy and regulation, large-scale deployment of carbon capture technology remains a challenge.
That’s why BHP is involved in several trials to support the development of various technologies for blast furnace applications. De-risking CCUS technologies through demonstration is required in steelmaking ahead of commercial viability from market or policy incentives. However, cost requirements can make projects difficult to justify. Partnerships help share the contributions and bring together capabilities to help complete the work necessary for confident deployment at commercial scale. There is a need to test and optimise different capture technologies for this promising application, and also to understand the subsequent supply chain for carbon storage or utilisation.
BHP is working with leading global steelmakers and other partners like ArcelorMittal, Mitsubishi Heavy Industries and Mitsubishi Development and HBIS to understand how commercially-ready carbon capture processes could be applied in steelmaking, and how performance may be improved with emerging technologies, like our collaboration with Carbon Clean and steelmaker JSW Steel to support the scale up and adaptation for blast furnace gas. BHP has played a pivotal role in convening partners, and shaping and progressing industry‑led studies on shared CCUS infrastructure (hubs), enabling a system‑level assessment that brings together steel producers and supports accelerated insights versus individual efforts. We are helping generate real world insights that can be shared across the industry, reducing uncertainty and supporting faster, more informed deployment of CCUS at scale.
Looking Ahead
We expect the blast furnace will continue to play a major role in global steelmaking for decades to come. We recognise that significantly reducing the CO2 emissions intensity of this process is essential to meeting climate goals while supporting the world’s demand for steel. We are supporting steel decarbonisation, guided by our medium-term Scope 3 goal for steelmaking16 and multiple technology pathway approach. Through partnerships, trials and technology development, we’re exploring practical ways to reduce emissions intensity - from improving efficiency, to piloting carbon capture solutions and exploring opportunities for at scale demonstration of top gas recycling. These efforts reflect our commitment to helping steelmakers transition to lower-carbon production, while we continue to deliver the higher-quality raw materials they rely on.
Footnotes
1. Our CY2030 goal is to support industry to develop steel production technology capable of 30 per cent lower greenhouse gas (GHG) emissions intensity relative to conventional blast furnace steelmaking, with widespread adoption expected post-CY2030. Refer to our Climate Transition Action Plan for relevant definitions.
2. World Steel in Figures, 2025
3. Refer to our previous Steelmaking decarbonisation insights article for examples of our collaborations.
4. BHP Centre for Sustainable Steelmaking Research / Institutes and centres / Research / The University of Newcastle, Australia
5. BHP China Baowu and Monash University launch an Industry Knowledge Centre
6 BHP Analysis of Global Iron and Steel Tracker, Global Energy Monitor, as of March 2026 (V1) release. Based on start date of first operation for furnaces classified as “Operating” or “Operating pre retirement”
7. Indian government media release, May 2026
8. Net Zero Emissions by 2050 Scenario (NZE) – Global Energy and Climate Model – Analysis - IEA
9. Metallurgical coke is a form of solid carbon derived from heating of coal in the absence of air, creating a hard, porous solid.
10. 0.40 tonnes of CO2-e per tonne of crude steel for 100 per cent ore-based production (no scrap), as defined by the International Energy Agency (IEA) and implemented in Responsible Steel International Standard V2.0 (‘near zero’ performance level 4 threshold). IEA (2022), Achieving Net-zero Heavy Industry Sectors in G7 Members, IEA, Paris, License: CC BY 4.0, which also describes the boundary for the emissions intensity calculation (including in relation to upstream emissions).
11.European Commission: Directorate-General for Research and Innovation, ULCOS top gas recycling blast furnace process (ULCOS TGRBF): final report. Publications Office; 2014. Available from: doi/10.2777/59481
12. Mao, X., Xu, H., Process development and practice of HyCROF, Iron and Steel, Vol 59, No. 9, p32-37 (2024)
13. Levelised cost of CO2 capture by sector and initial CO2 concentration, 2019 – Analysis - IEA
14. Advancements-in-CCS-Technologies-and-Costs-Report-2.pdf
15: BHP analysis, production based on WorldSteel Association list of largest steel producers for 2025/2024.
16. Our Climate Transition Action Plan (2024) outlines our goals and targets for value chain GHG emissions.

