Pathways to decarbonisation episode seven: the electric smelting furnace





On 23 March 2023, BHP signed an agreement with global engineering firm Hatch to design an Electric Smelting Furnace (ESF) pilot plant with the aim of demonstrating a pathway to lower carbon dioxide (CO2) emissions intensity in steel production using iron ore from our Western Australia Iron Ore (WAIO) mining operations. This pilot plant will be a vital asset to seek to optimise and de-risk the technology to support our customers who are considering deploying it at full scale. In this episode of our pathways to decarbonisation series, we examine the inner workings of the ESF and the important role it can play in our updated steel decarbonisation framework.
The global iron and steel supply chain is immense, producing nearly 2 billion tonnes of steel products annually1, which are used in our buildings, cars, whitegoods, wind turbines and numerous other steel-containing goods and infrastructure. As the steel industry collectively works towards addressing the challenge of climate change, navigation is uncertain. As we discussed in episode six of this series, there are multiple paths to explore and many steps that may be taken toward a potential Green end state, which is the stage of our steel decarbonisation framework where widespread ‘near zero emission steel’2 production could be achievable. In this context, maintaining supply chain resilience is paramount to ensure that steel demand is met throughout the energy transition.
The supply chain configurations that prevail in the transition towards a Green end state will need to deliver deep GHG emissions abatement cost effectively, while maintaining reliability and flexibility.
Accelerating steel decarbonisation while maintaining supply chain integrity involves the entire value chain. We operate at the start of the chain, and focus on ensuring that we deliver high performance and consistent iron ores and metallurgical coals to our customers as we work to decarbonise our operations. For value chain emissions outside our direct control, we have set a goal for 2030 to support steelmakers to develop technologies and pathways capable of 30% emissions intensity reduction in integrated steelmaking, with widespread adoption expected post 2030. In addition, we are pursuing the long-term goal of net zero Scope 3 GHG emissions by 2050 for our steelmaking and other customers, our suppliers and the shipping of BHP products. Achievement of this goal is uncertain, particularly given the challenges of a net zero pathway for our customers in steelmaking, and we cannot ensure the outcome alone. For integrated steelmaking — the largest contributor to BHP’s reported Scope 3 emissions inventory today — we are pursuing these goals through research programs, BHP Ventures investments and partnerships with our customers, research institutions and technology vendors.
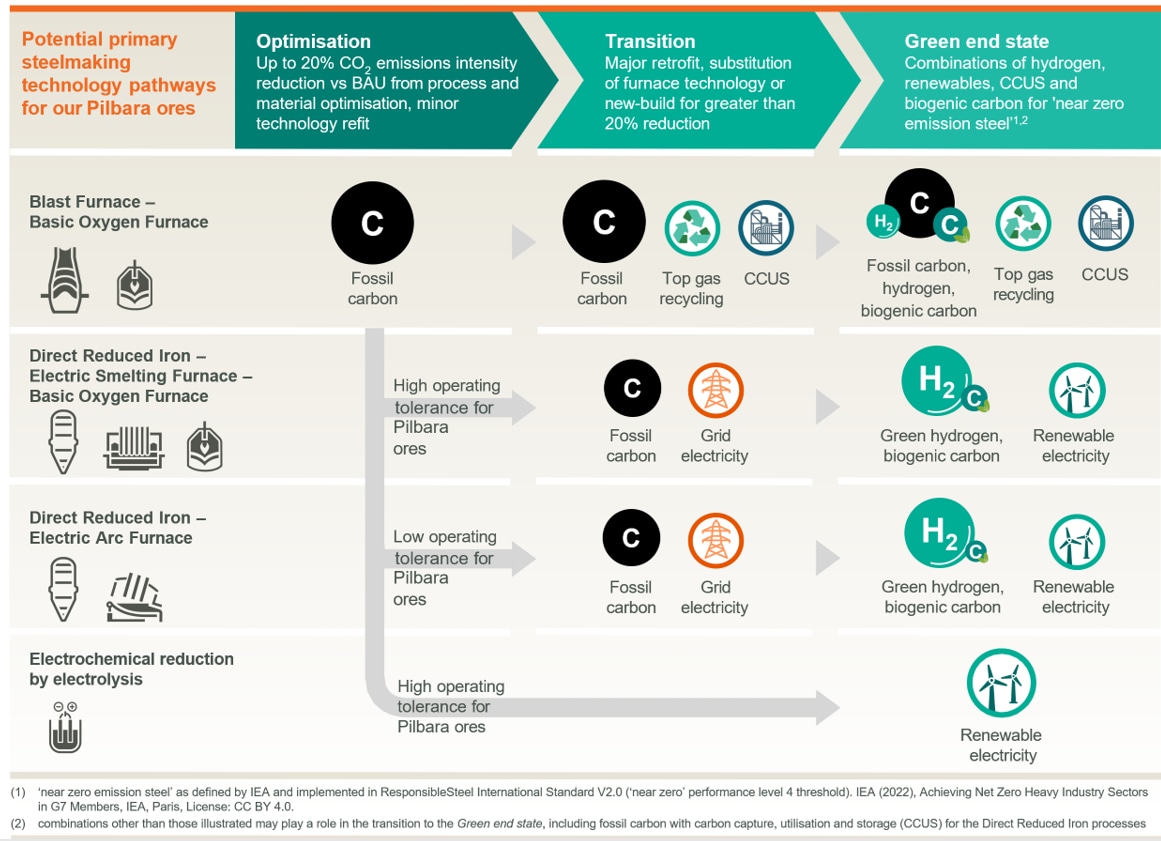
Drawing upon our extensive research and expertise in steelmaking process technology, we have identified potential pathways via four process routes for primary steelmaking that are most promising for reaching the Green end state (n.b. primary steelmaking is iron ore-based steel production, where most GHG emissions are generated, rather than scrap-based steel production, which generates less emissions but is constrained by scrap availability). The four primary steelmaking process routes identified are:
- Modified Blast Furnace with carbon capture, utilisation and storage (CCUS)
- Direct Reduced Iron with Electric Smelting Furnace
- Direct Reduced Iron with Electric Arc Furnace
- Electrochemical reduction by electrolysis
Advancing the industry along any of the possible pathways via these process routes requires extensive development of applicable technologies, operational capabilities and supporting infrastructure. Not all these developments will be successful and for those that are, local conditions will influence where, when, in what combination and to what extent they are adopted by steelmakers. It is therefore prudent that pathways for all four process routes are pursued.
Route 1: Abating the Blast Furnace is essential if the industry is to materially reduce the GHG emissions intensity of primary steel production in the 2030s.
The Blast Furnace (BF) route is efficient, reliable, large in scale, and can process a wide variety of iron ores. It pervades the steel industry today, accounting for ~70%, or ~1.4 billion tonnes of annual crude steel production globally (the proportion in China is higher at ~90%, or ~0.9 billion tonnes per annum)3. Abatement technologies that can be integrated with, or ‘plugged into', existing BF route infrastructure present vital opportunities for accelerating emissions abatement through this decade and the next. They can leverage the vast capital stock that is already invested in the sector and bypass the low turnover rate of the industry, as they have the potential to be applied across the large share of primary steel production that the enduring BF fleet will retain. It is our view that to materially reduce the GHG emissions intensity of primary steel production in the 2030s, which is within the operating lifetime of many of these assets, development and widespread deployment of BF modification technologies that abate emissions are required in parallel with those for other process routes, which we think are likely to take longer to diffuse sufficiently from a low or zero share of production capacity today.
BHP is contributing to the development of BF route abatement through technical collaborations with leading steelmakers. These technologies include top gas recycling, CCUS, hydrogen injection and substitution of fossil carbon with biogenic carbon. Not all technologies will reach commercial viability in all regions, but we believe considerable cost-effective abatement will become increasingly accessible to steelmakers.
Raw material enhancements play an important enabling role for these technologies. To this end, we are progressing assessments of low ash coking coals, trialling enhancements of our iron ore lump product and supporting customer uptake of WAIO products for pellet production.
BHP is not dismissing early stage, high abatement potential technologies. We are investing in nascent electrolysis technologies that, if successful, will realise a new process route (Route 4: Electrochemical reduction by electrolysis), including Boston Metal’s Molten Oxide Electrolysis and Electra’s Low Temperature Iron. However, an entirely new process route in the technically demanding domain of steelmaking faces challenges to be commercially viable in multiple locations/regions. If it does, these technologies also need to demonstrate equivalent unit productivity and a pathway to integration with existing production lines for mainstream deployment.
In this episode, we focus on the two process routes that lie between these bookends; those that utilise Direct Reduced Iron (DRI) coupled with either an Electric Arc Furnace (EAF) or an Electric Smelting Furnace (ESF), which can replace retiring Blast Furnaces or deliver new capacity for primary steelmaking.
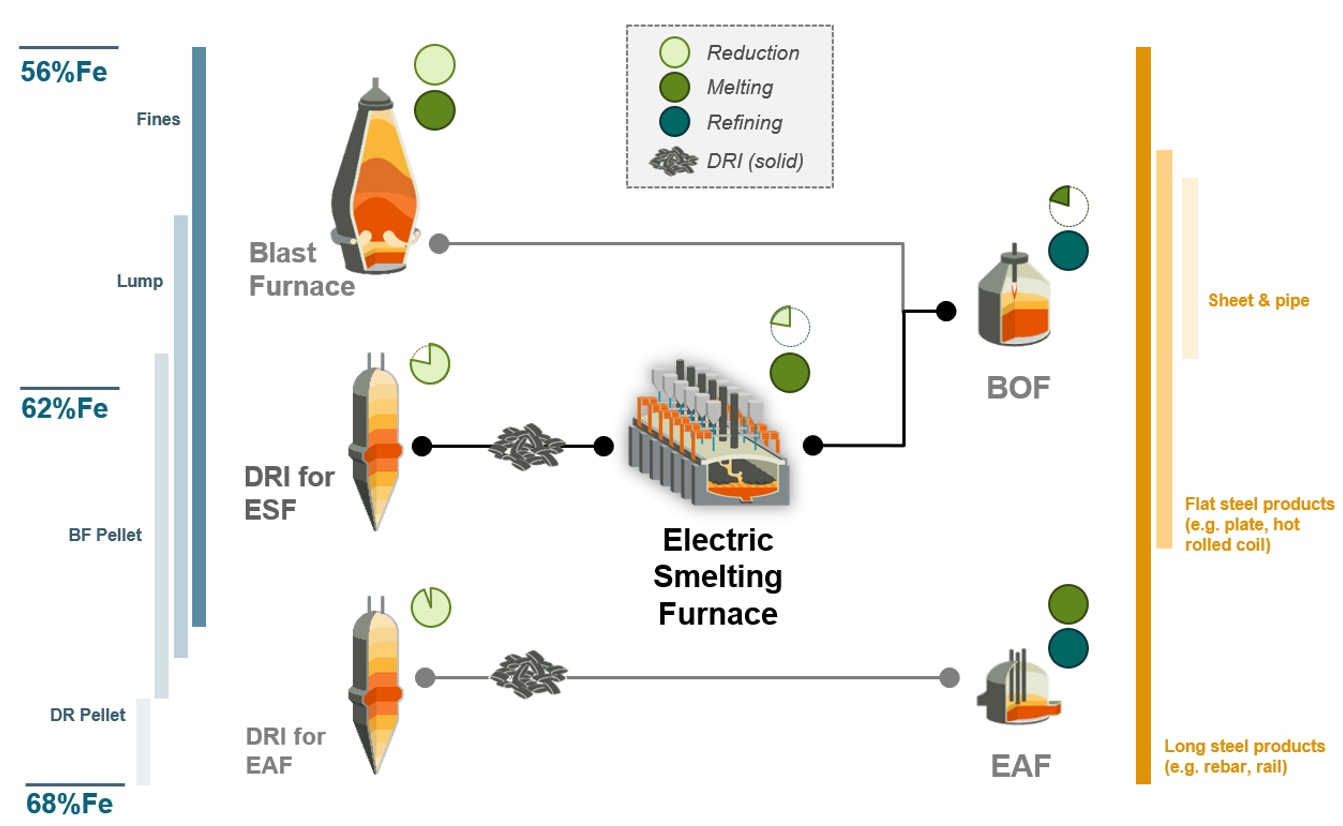
Typical Electric Arc Furnace and Electric Smelting Furnace operation cycles using DRI produced from Pilbara-type iron ore.4,5,6
Direct Reduced Iron routes facilitate growth in electrified steelmaking.
DRI is a solid metallised form of iron ore produced by a DRI plant that operates at a temperature below the melting point of the feed ore. The electric furnace routes that use DRI are appealing for deep GHG emissions abatement as, unlike the BF, the DRI plant does not require carbon-containing coke to operate and instead uses hydrogen-containing gas mixtures to chemically convert iron ore into iron, which lowers the CO2 emissions intensity. Presently, these process gas mixtures are derived from fossil fuels,7 but in the future there is the potential to transition DRI process gas toward 100% hydrogen. Furthermore, no melting occurs in the DRI unit and the energy for melting is instead delivered primarily by electricity in a separate electric furnace. Generation of electrolytic ‘green’ hydrogen and operation of the electric furnace can be powered with firmed renewable power supply when it is economical to do so, bringing near zero emission steel production within reach. There are good reasons for caution here, however. There are significant technical hurdles to overcome and carbon still needs to be introduced at some point in the process route, as steel is a carbon-containing alloy of iron. In addition, the sheer scale of renewable electricity demand that this pathway implies is enormous. As we noted in episode two of this series, a single DRI plant of typical size (i.e. 2 million tonnes of DRI per annum) needs the equivalent renewable power supply of a small nuclear power station just to provide the required hydrogen. Including the power for the electric furnace brings the total firmed renewable power demand into the vicinity of a typical mid-sized nuclear power plant of 1.0 GW. Replacing all BF route plants in operation today would require ~1,000 plants of this scale.
Presently, the EAF is the incumbent electric furnace design for the consumption of DRI, but this design has narrow operating thresholds. BHP has been investigating the ESF as an alternative furnace design that may deliver superior performance and feedstock flexibility compared to the EAF8. We have conducted research to determine its suitability for further development and advocated for ESF consideration with our customers. In partnership with Hatch, we have now commenced a design study for an ESF pilot plant.
The ESF has also been recently selected for development by major steelmakers Tata Steel Europe, ThyssenKrupp, voestalpine, BlueScope and POSCO.
Figure 1: four primary steelmaking process routes provide potential pathways to the Green end state in our steel decarbonisation framework.
To explain why the ESF has been prioritised to trial for scale-up in our development program, we revisit the key steps for converting iron ore into steel and then explain the different ways the DRI-EAF and DRI-ESF process routes achieve these steps.
Iron ore is composed of iron oxides and other impurities. To turn it into steel, it goes through:
- reduction, where the iron compounds in the ore undergo chemical reactions with carbon and/or hydrogen at a high temperature to convert them into metallic iron.
- melting, where all the metallic iron and impurities are heated until they melt completely. The impurities that resisted reduction (mostly silica and alumina, which are referred to as ‘gangue’) form a molten slag that floats on the molten iron. The two liquids can then be separated easily.
- refining, which removes excess reduced elements that are dissolved in the molten iron, such as carbon, phosphorus and sulphur, to meet the required steel specifications.
These are not the only steps, but they are the key ones.
Through the BF route, reduction and melting are both achieved inside the BF itself, and refining is performed in a separate Basic Oxygen Furnace (BOF). Through the ESF route and EAF route, the DRI unit that feeds these furnaces only performs reduction without melting, so all the impurities remain in the solid DRI which must be subsequently melted and refined to remove them.
The incumbent EAF is designed for scrap steel feed.
The EAF was originally designed and optimised for rapidly melting batches of scrap metal with powerful heating from an electric arc and has tight operating tolerances.
EAFs are not suitable for ore reduction, so they cannot produce iron from iron ore. The ore needs to be reduced (or ‘metallised’) beforehand into an ore-based metallic. The metal from a blast furnace and DRI are both ore-based metallics and these have become an important EAF feedstock to dilute problematic residual impurities in scrap that the furnace cannot separate out, such as copper and tin. As scrap supply increases in the future, the demand for ore-based metallics to dilute scrap residuals will grow.
However, when EAFs are operated with higher levels of DRI to displace traditional BF route primary steel production, higher slag volumes are generated from the gangue impurities and iron is easily lost to this slag. Losing iron in the process is expensive and inefficient, not only because of the additional ore needed to feed the furnace, but higher metal losses also translate to a much higher consumption rate of hydrogen and greater technical difficulty in minimising GHG emissions9. Electrical efficiency of the furnace and the quality of steel produced are also very sensitive to feed quality.
For these reasons, the highest grades of iron ore are used in the production of DRI for EAFs, typically above 67% Fe with less than 2.5% gangue impurities and low phosphorus (the remaining mass is mostly oxygen atoms bound to the Fe, which are the target of the reduction step). To limit iron losses in the EAF, the DRI unit is also configured to metallise as much of the iron ore as possible and the DRI that is produced is usually mixed with at least 50% scrap. Even with this high quality mix of feedstocks, EAFs are currently unsuitable for producing the highest grades of steel (e.g., auto sheet for car manufacture). This is not a very flexible process today and the raw material demands are constraining wider adoption of the DRI-EAF production route.
Wood Mackenzie estimates that only ~3% of seaborne iron ore supply meets the typical quality thresholds described above. The scarcity and high cost of this ‘DR grade' iron ore has restricted commercial DRI production to the few locations that hold suitable ore reserves and/or where natural gas (or thermal coal) is extremely cheap, e.g., Middle East, North Africa, the USA, India and Russia. DRI producers and EAF operators have been adapting to mix in certain types of lower grade material in their operations, but the DRI-EAF route remains inherently sensitive to feed quality and therefore only suitable for a small proportion of global iron ore and primary steel production.
Simply opening new mines that can meet typical DR grade specifications (after processing of the ore) is not a feasible option to transition the industry to a Green end state. Suitable deposits are rare and very difficult to develop for many reasons; often a combination of geopolitical instability, geology, insufficient supporting logistics infrastructure and skilled labour, and myriad HSE risks. Somewhat ironically, these deposits typically have a low iron ore content in the ground, which has fundamental implications for mine development. The ore goes through intensive upgrading processes (termed “beneficiation”) to reach DR grade product specification. Beneficiation processes applied to these types of orebodies can be very efficient in separating iron from gangue to produce DR grade product, but despite this, the overall mass recovery is unavoidably low, i.e. the amount of material that must be mined, moved and processed for every tonne of saleable ore product is large. Capital and operating costs are correspondingly multiplied and the operational complexity increases the susceptibility to cost overruns, development delays and difficulties achieving production volume and grade simultaneously.
These mines generate large volumes of tailings waste during beneficiation. Mine design to manage tailings can be challenging depending on their properties and the local setting (especially the landscape and rainfall patterns). In some instances, approvals to include tailings management in development plans is simply not obtainable, preventing mine development. The application of beneficiation processes, such as grinding down ore to very fine particles for magnetic separation, also increases energy consumption and the low mass recovery of product from mined material usually translates to higher operational GHG emissions at the upstream mining stage.
Whilst a small number of new mines that can produce DR grade ore are likely to be developed, we expect the influence on the global ore mix available to the steel industry to be modest due to limitations of scale, with the possible exception of the Simandou iron ore project in Guinea if it is beneficiated (which is not part of announced development plans).
The industry requires the development of pathways for near zero emission steel that can utilise a wide range of iron ores, sufficient in volume to meet steel demand.
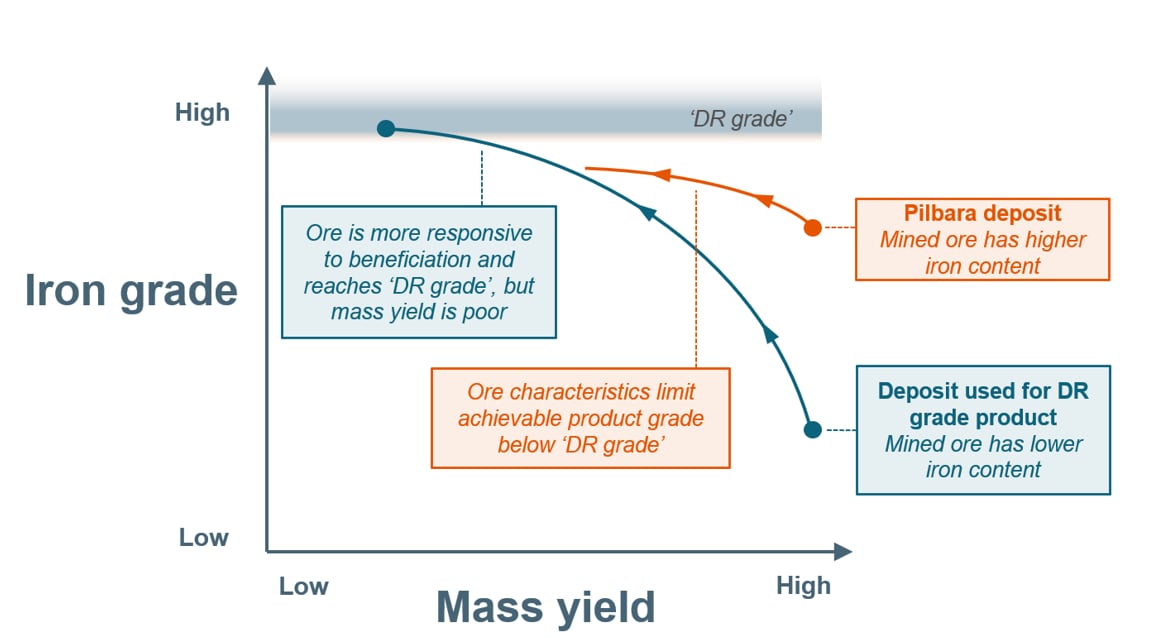
For ore from deposits that have higher Fe content in situ, those of sufficient grade to be marketable with minimal processing (referred to as direct shipping ore, or DSO), intensive beneficiation methods can also be applied to further improve the quality of mined ore. However, many of these ore deposits, including those in our WAIO operations, exhibit weaker magnetism and density differentials between the iron and impurities contained in the ore and consequently they are less responsive to beneficiation, which relies on these properties for its effectiveness. As the grade target of the beneficiation plant is pushed upward, iron is lost in the rejected waste at an accelerating rate, reducing mine production and eroding the yield of iron that is recovered from the deposit. For most mines, this creates a practical ceiling to the achievable product grade that is below current DR standards, even with best available technology for beneficiation applied. In some cases, selective beneficiation of the most responsive parts of an orebody can deliver DR quality product but only for a fraction of the mine output.
BHP has an on-going beneficiation technology development program to improve grade recovery performance and we are currently considering the construction of a beneficiation plant at our Jimblebar mining operation, however reaching current DR quality thresholds for all mine output is unrealistic for Jimblebar and most other Pilbara mines and deposits in the foreseeable future.
Demonstrating the pelletising of BHP iron ore: There has been a perception in some markets that Pilbara ores cannot produce pellets. However, through a collaborative research and development program with our customers in China who operate pellet plants, we have demonstrated that BHP’s WAIO products are able to be blended with a variety of ore types (a normal practise for a steel mill and how traded iron ores are used now) to produce pellets of comparable quality to other commercial seaborne pellets. We have also produced pilot scale quantities of 100% BHP WAIO pellets that meet metallurgical quality requirements for BF and DRI use. By demonstrating this capability with our customers, we open valuable pathway steps for potentially incrementally lower emissions for BF production from our ores, and also DRI production using pellet-fed shaft furnace technology, which is the established DRI technology used in the industry today.
Figure 2: Indicative mass recovery curves for the beneficiation of a Pilbara deposit and a deposit that currently produces DR grade product (illustrative average for each deposit). Arrows indicate the direction along the curve that the mined ore follows during beneficiation.
The Electric Smelting Furnace: a key to unlock flexible direct reduction of iron ore?
In contrast to an EAF, the ESF is purpose-built to process DRI and can be tailored to operate with different grades and physical shapes of DRI (e.g., pellets, fines, lump or briquettes). This widens the envelope of suitable iron ore feedstocks to include medium grade ores from our WAIO operations, which naturally take the form of lump and fines, but are also amenable to pelletising and briquetting. Importantly, the metal produced by the ESF is also suitable for refining into the full range of finished steels that the BF route produces. In the past, the competitiveness of incumbent BF ironmaking rendered the commercialisation of ESF technology unattractive, but the drive for near zero emission primary steel production has altered its prospects.
So, what is different about the ESF that gives it these broader capabilities? As with the EAF, an ESF involves generation of heat in a ferrous mixture by passing electricity between electrodes that are lowered through the roof of the furnace. However, the processes occurring inside are very different to an EAF. The ESF is configured to operate continuously, with reducing conditions maintained by adding small amounts of carbon10 inside the furnace, which is sealed to avoid air ingress. The electrodes are operated differently, which alters the electrical path, power density and associated metallurgical processes occurring around the electrodes. DRI is continually fed to the furnace to maintain a layer of gradually reducing and melting solid material that surrounds the electrodes and floats on the molten metal and slag. The furnace operating environment also allows the slag chemistry to be controlled in a way that resembles BF slag rather than EAF slag. The molten metal and slag are periodically drained from the furnace through tap holes without stopping the furnace operation.
These differences may sound quite subtle, but they hold promise of opening a new steelmaking process route that is both flexible and cost-effective for deep abatement of GHG emissions.
Figure 3: typical operating ranges for the BF and DRI process routes
Synergies upstream and downstream
With successful scale up, the DRI-ESF route would be suited to progressive replacement of the GHG emissions-intensive front-end of the steel mill — blast furnaces, sinter plants and coke batteries — without stranding their extensive downstream refining and processing assets and associated logistics infrastructure, which are required to make and deliver the multitude of finished steel products to their end-users.
Alternatively, standalone DRI or combined DRI-ESF plants can be constructed in a more economically favourable location (e.g., where green hydrogen is cheaper) without giving up the leverage of downstream infrastructure, as the DRI can be shipped or the iron produced by the combined DRI-ESF can be cast and then transported to an existing steelworks (noting that remelting of this iron when it arrives at the steelworks requires extra energy that is avoided with a DRI-ESF located onsite at the steelworks).
The ability of the ESF to produce a molten metal and slag that are similar to what a BF produces also offers upstream synergies, by relaxing the stringent DRI quality thresholds that apply to the EAF. Iron losses to slag are lower and phosphorus from the ore feed can be managed by the downstream refining processes. Some of the most challenging technical hurdles in producing DRI relate to the changing physical behaviour of the DRI (especially stickiness) as it reaches the highest degrees of metallisation, above 90%. By pairing the DRI unit with an ESF instead of an EAF, the metallisation may only need to reach 80-85%, avoiding these problems altogether. This would de-risk the operation of incumbent shaft furnace DRI plant designs and also opens the door for other DR technology such as fluidised bed designs — traditionally challenged by the process complexity of reaching high metallisation — which can reduce fine ores (the most abundant form of marketed iron ore) without the need to pre-process it into sinter, nuggets or pellets. Thus, the degree of metallisation of DRI feed is a key parameter to be investigated in piloting and scaling up the ESF. Proving fluidised bed DR technology for iron ore fines, on the other hand, is not essential to the success of the DRI-ESF route for Pilbara-type ores, so a variety of DRI forms will be sourced for the plant and tested.
The slag that the ESF produces is expected to be similar to BF slag and therefore suitable as a cement substitute rather than needing disposal. Displacing GHG emissions-intensive cement production is likely to save 150-200 kgCO2 per tonne of hot metal produced by the ESF11.
Progressing to pilot
The technology components for the ESF have matured in adjacent industries (e.g., ferroalloy, titania and nickel production) but the metallurgy, engineering and operational requirements for its application to low GHG emission steel production from Pilbara-type ores have not been sufficiently characterised. For the ESF to fully realise its potential role in reducing the GHG emission intensity of primary steelmaking, its capability must be demonstrated and shared to enable broad industry adoption. Our long history in the steel industry and deep primary steelmaking expertise built in collaboration with our customers in different markets puts BHP in a unique position to undertake development with these goals in mind.
The ESF pilot plant being designed by BHP and Hatch will provide the platform needed to systematically investigate and seek to de-risk and optimise the technology for processing Pilbara ores and is a key milestone in the development journey from laboratory testing to successful commercial deployment.
Footnotes
1 Total crude steel production globally was 1.89 billion tonnes in 2022 (World Steel Association).
2 Throughout this article, ‘near zero emission steel’ is used as defined by the IEA and implemented in ResponsibleSteel International Standard V2.0 (‘near zero’ performance level 4 threshold). IEA (2022), Achieving Net Zero Heavy Industry Sectors in G7 Members, IEA, Paris, License: CC BY 4.0.
3 worldsteel.org/steel-topics/statistics/world-steel-in-figures-2023, World Steel Association
4 The DRI, scrap, flux and carbon charge rates shown are illustrative, considered typical of efficient furnace operation with DRI produced from Pilbara-type ores. The EAF has greatest flexibility in scrap ratio, with some of the key performance trade-offs discussed elsewhere in this article.
5 “Liquid steel” from an EAF is ready to cast. “Hot metal” from an ESF, like BF hot metal, needs refining into liquid steel before casting. This is typically performed in a Basic Oxygen Furnace (BOF) but can also be performed in an EAF.
6 Most of the iron losses to electric furnace slag are re-oxidised iron (FeO), with smaller losses as metallic iron droplets suspended in the slag.
7 Reformed natural gas or gasified coal, which provide a gas mixture containing mostly hydrogen and carbon monoxide with smaller amounts of carbon dioxide, methane and water vapour. The hydrogen content is typically ~55%.
8 Two prominent ESF types are the Submerged Arc Furnace (SAF) and the Open Slag Bath Furnace (OSBF), the latter being more suitable to making steel. The ESF is also sometimes referred to as a reducing electric furnace or an electric melter (although it is technically a smelter as it performs reduction as well as melting).
9 Value chain emissions are amplified by iron yield loss, even if the ore has been reduced with 100% hydrogen. This is caused by greater flux calcination emissions, increased upstream Scope 3 emissions (mining and logistics) and increased Scope 2 emissions if the electricity sourced for the EAF is not 100% renewable.
10 Estimated to be approximately 0.05-0.08 tonnes of carbon per tonne of crude steel, which is equivalent to 0.18-0.29 tonnes of CO2 emissions.
11 Assuming 0.6 tonnes of CO2 emitted per tonne of Portland cement, 250-330 kg of slag generated per tonne of hot metal produced in an ESF, and 1:1 cement:slag replacement ratio by mass.


